
Fonte (Source): Consulting – Specifying Engineer
Por (By): Mark A. Montgomery, PE, WSP+ccrd
Acesse aqui a matéria em sua fonte.
Rely on codes and standards to develop a robust arc flash mitigation plan.
Learning objectives
- Develop a successful arc flash mitigation plan.
- Interpret the relevant codes and standards that address arc flash protection.
- Specify systems that meet these codes.
- Integrate arc flash reduction solutions into electrical system designs.
The term “arc flash hazard” first became prominent in the electrical industry when it showed up in the 2002 edition of NFPA 70-2002: National Electrical Code (NEC), Article 110.16, Flash Protection, requiring that all equipment “likely to require examination, adjustment, servicing, or maintenance while energized” be provided with a label stating a potential arc flash hazard exists at that piece of electrical equipment. It was added into the NEC in response to the large amount of arc flash related injuries in the industry. The results of an arc flash incident include damage to electrical equipment, outages, and personnel injury in the form of burns due to extreme temperatures, eye damage due to the flash, and ear damage due to the pressure-wave propagation. In the NEC editions released since 2002, there have been continual adjustments and additions with the focus of creating a safer environment for people who must operate and maintain electrical systems.
It is also important to understand what the codes, regulations, and standards say about requirements and best practices. Starting with code, NEC Article 110.16 requires labeling, NEC Article 110.21 adds requirements for legibility of the labeling, and now NEC Article 240.87 requires arc flash mitigation on equipment rated 1,200 A or higher. There are options for compliance listed within Article 240.87, which are now available with advances in safety driven by manufacturers’ innovations to create safer working environments.
In addition to the NEC, NFPA 70E-2015: Standard for Electrical Safety in the Workplace is an electrical safety standard enforced by OSHA and referenced in the NEC as supplemental information in flash protection and flash labeling. NFPA 70E is the authoritative standard for best practices on developing an arc flash mitigation program. In addition, IEEE 1584-2002: Guide for Performing Arc Flash Calculations provides a method for calculating incident energy possible at locations within the electrical system that is referenced by NFPA 70E. These codes and standards are all aligned in a collective push to create safer electrical systems to operate and maintain, and reduce the rate of injury or death due to arc flash incidents.

To support this worthy goal, this article provides highlights to important factors that will assist you as part of your arc flash mitigation program for your facility. It will also touch on the basics of arc flash hazard evaluation, but the primary focus is to provide practical application and knowledge to those looking to implement a mitigation plan.
Background
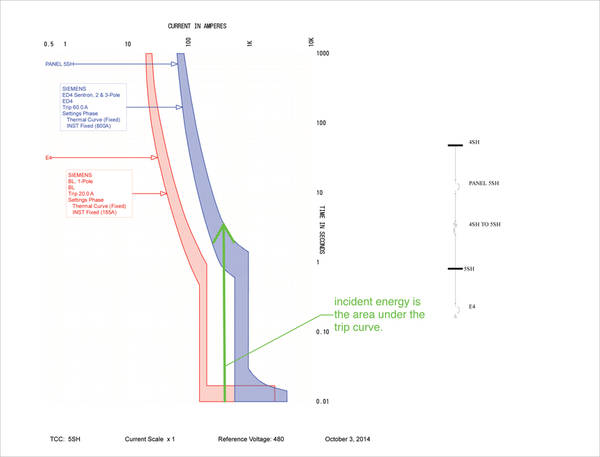
The first step in mitigating arc flash hazards in a facility is to develop an understanding of what it is, where the hazards are, and to what level they exist. A basic understanding of how an arc flash occurs and some of its causes is required. Simply put, arc flash incident energy is the amount of energy measured in calories per square centimeter that can be emitted in an arcing situation until the overcurrent protection devices (OCPDs) open to clear the fault (see Figure 1). Its two main components are arcing fault current and the amount of time it is allowed to exist. Mitigation should work to minimize arcing fault current and time. It is not necessarily the areas in your electrical system with high arcing fault current that are the most dangerous, but the slightly lesser arcing fault current that is allowed to propagate for a much longer time that can be the most dangerous condition.
It is also important to understand that the fault current calculated for equipment ratings is different than the fault current used for the arc flash calculations. The fault current calculated for equipment ratings is based on a 3-phase bolted fault, which is theoretically the highest level of fault current that can be generated at that particular location in the electrical system, and its resulting energy is dissipated into the equipment. The fault current calculated for arc flash calculations is an arcing fault, which is generally a much lower value than the bolted fault, but its resulting energy is dissipated into the surrounding environment. This dissipation into the surrounding environment is what causes the arc flash.
Arc flashes can be caused by improper equipment installation, equipment or component failure, a dropped tool in the equipment, corrosion, condensation, or even dust inside the energized compartments (see Figure 2).
Electrical equipment is manufactured to strict safety requirements that amount to insulation between energized and grounded parts based on voltage and amperage that it will contain. Most commonly, the insulating media uses air as the nonconductive media, but other media such as mineral oil are used as well. When something creates a conductive path between energized parts or energized parts and grounded parts, or closes the gap between them, an arc forms and jumps from energized to grounded parts. This release of energy rapidly raises the temperature of the arc to the point of combustion. In worst-case scenarios where a hazardous category exists (greater than 40 cal/cm2), the state of the material can be changed from solid to liquid or gas. Copper vapor expands to 67,000 times its solid-state size. This rapid expansion creates an explosion in which the concussive force is beyond what the human body can withstand. No amount of fireproof personal protection equipment (PPE) will save personnel from injury or death in that scenario.
Related News:
- Ensuring power quality in mission critical facilities – 11.09.2015 01:03
- Navigating the road to positive-energy buildings – 10.09.2015 01:25
- Complying with NFPA 110 in mission critical facilities – 09.09.2015 01:56
